
Hardly a month passes without shocking news of lithium-ion batteries catching fire: Laptops are torched, airlines are grounded, hoverboards go up in flames. The 2016 fires inside Samsung’s Galaxy Note 7 smartphone led to a $US 5 billion recall and then to a discontinuation of the model, moves that together cut Samsung’s market capitalization by many billions.
In January 2017, after months of speculation, Samsung announced that two separate design problems created the battery malfunctions that caused some of the devices to overheat. That different design flaws can produce the same catastrophic outcome underlines the inherently unstable nature of today’s Li-ion batteries. Any mobile product incorporating them is thus potentially unsafe.
That danger is a result of design and production decisions made a quarter century ago, when this type of battery was initially commercialized. Those decisions made sense at the time, but today we can do much better, above all by taking advantage of fabrication techniques honed by the chipmaking industry. Our company, Enovix Corp., in Fremont, Calif., has done just that, and we have demonstrated that we can produce Li-ion batteries that are smaller, less expensive, and fundamentally safer than anything now on the market.
Early this year, we began pilot production of our battery at our subsidiary, Enovix Philippines. We believe we can scale up the manufacturing volume and that with mass production the unit cost will decline at rates similar to those achieved in the solar-cell industry.
Two key challenges faced Sony Corp. when it decided to commercialize the Li-ion battery back in 1991. Its handheld camcorder—a harbinger of many power-hungry portable devices to come—needed a very high capacity battery in a compact package. And audiocassettes were quickly giving way to compact discs.
The latter is relevant because magnetic recording tape for audiocassettes was made on manufacturing lines that coated a plastic film with a magnetic slurry, dried it, cut it into long strips, and rolled them up. Because the compact disc used a very different production process, Sony suddenly found itself with a surplus of equipment for manufacturing magnetic recording tape and of technicians to run these machines. Managers in Sony’s battery division realized they could solve the problem at a stroke by employing the same manufacturing equipment and personnel to coat chemical slurries onto metal foil, dry it, and cut it into electrode sheets. Then, to form the core of the battery, two sheets were interlayered with a polymer separator, which allows ions, but not electrons, to flow between the electrodes, and the whole stack was wound together like a jelly roll. This same production model—built around coated metal-foil current collectors—has been used by Li-ion battery manufacturers ever since.
This design was clever, but it made it harder to improve these batteries over the long term. For one thing, it wastes space.
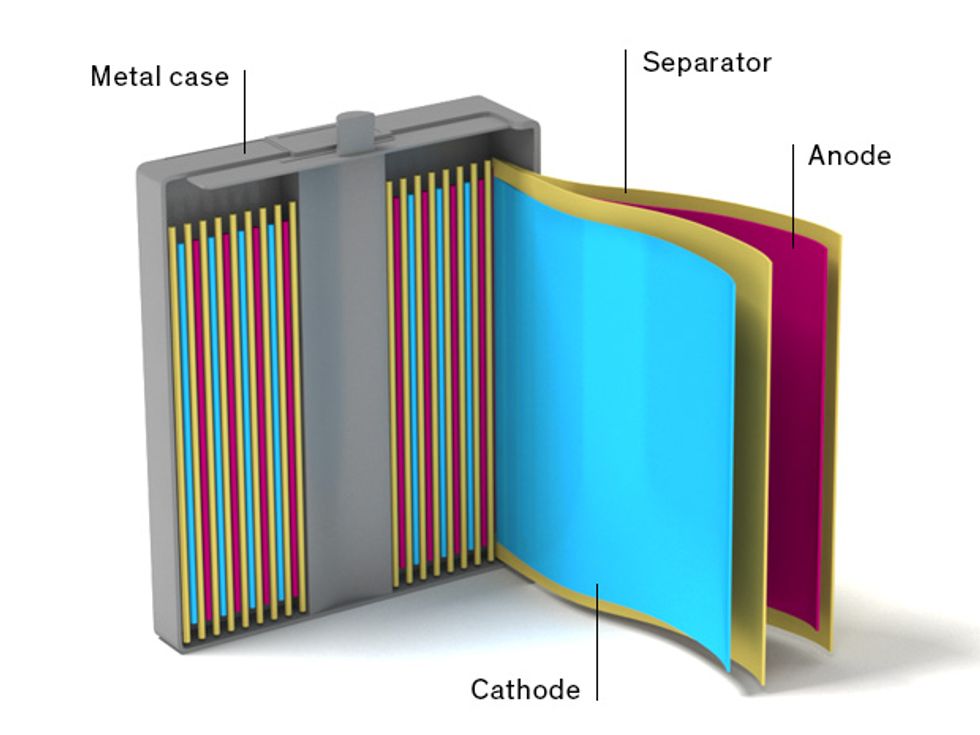 Rolled Up: This internal cross-section view of a conventional Li-ion battery shows anode and cathode sheets wound with polymer separator sheets, flattened, and packaged in a metal case.Illustration: Jean-Luc Fortier
Rolled Up: This internal cross-section view of a conventional Li-ion battery shows anode and cathode sheets wound with polymer separator sheets, flattened, and packaged in a metal case.Illustration: Jean-Luc Fortier
Within the assembled battery, the only materials that store energy are the particles that make up the anode (negative electrode) and cathode (positive electrode). The metal-foil current collectors, separators, and packaging materials, as well as empty space, typically make up at least 40 percent of total volume. Having so much space devoted to something other than storing energy lowers the battery’s energy density, a quantity typically measured in watt-hours per liter (Wh/L).
For example, conventional Li-ion cell construction for mobile devices usually involves winding the electrode sheets and separator together and then flattening the resulting spiral to fit into a slim metal case or plastic pouch. This process requires a certain length of blank—that is, uncoated—current collector and separator at the beginning and end, which takes up volume but doesn’t store energy. Empty space may also be left in the center of the cell and along the two sides of the cell, where it is rounded due to the wound-up construction.
The polymer separator is an inactive material and must be physically longer and wider than the electrodes to ensure that the electrode edges do not touch each other. One way to increase the energy density is by slimming down the separator. If it gets too thin, however, the battery becomes prone to shorting out.
Another problem is the presence of microscopic metal particles—introduced unavoidably during assembly—which can accumulate on an electrically active spot, creating a major short circuit that shunts enough current between the electrodes to sharply raise the temperature. That heat, in turn, may affect neighboring areas, setting off what’s known as thermal runaway, which can produce an explosion and fire. It’s practically impossible to eliminate metal particles, because they are generated by the cutting, rolling and winding machinery during the production and assembly processes.
Additional problems can occur during charging, when lithium ions flow from the lithium metal oxide cathode to the graphite anode (the standard anode material in virtually every Li-ion battery used in mobile devices). Normally, the lithium ions fit into the gaps in the crystal lattice structure of the graphite—a process known as intercalation. But a high charge current, a local lack of active anode material, or a low ambient temperature can cause lithium ions to instead plate on the surface of the anode. Lithium metal may then accumulate as threadlike structures known as dendrites, which grow as the cell is charged and discharged, eventually puncturing the separator and creating a short, which can lead to thermal runaway. Finally, conventional Li-ion batteries can become unstable if they get too warm, which also can lead to thermal runaway.
Thermal Runaway in a Lithium-Ion Battery
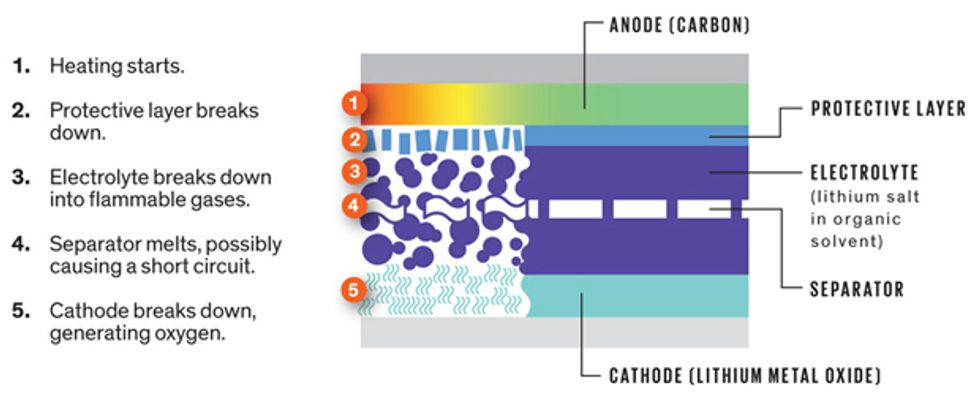 Thermal Runaway: The construction of a conventional Li-ion cell, adapted from magnetic-audio-recording tape production techniques, makes it susceptible to thermal runaway, which can result in catastrophic damage from explosions or fires.llustration: Erik Vrielink
Thermal Runaway: The construction of a conventional Li-ion cell, adapted from magnetic-audio-recording tape production techniques, makes it susceptible to thermal runaway, which can result in catastrophic damage from explosions or fires.llustration: Erik Vrielink
These problems were offset by the great edge in energy density Li-ion has over nickel cadmium—the previous standard for rechargeable batteries in consumer electronics. But since the Li-ion battery was introduced, its energy density has improved at only about 5 percent a year. That’s because of production constraints and the slow pace of development of new materials for the electrodes and electrolyte. Meanwhile, the power demands of mobile devices—particularly smartphones, tablets, and wearables—are increasing at many times that rate.
Fortunately, another set of techniques, ones borrowed from the semiconductor industry, can do much better.
Microelectromechanical systems (MEMS), fabricated in three dimensions with photolithography, provided the model for the research that one of us (Lahiri) and two other cofounders of our company began in 2007. We already had experience in developing such MEMS designs—initially for use in high-density disk-drive read-write heads, and then for testing semiconductor wafers.
That collaboration resulted in the founding of Enovix Corp. (originally called microAzure Corp.) and the initial funding of the company by several Silicon Valley venture capital firms. The company’s first goal was to conduct proof-of-concept research on a lithium-ion rechargeable battery that used silicon in place of the usual graphite for the anode. By 2012, the company was producing cells that had a much higher energy density than conventional Li-ion cells of comparable size. Enovix then began to develop a low-cost high-volume production system, with the help of strategic investors Cypress Semiconductor, Intel Capital, and Qualcomm Ventures.
Cypress Semiconductor had previously helped its SunPower subsidiary produce high-performance solar cells at a much lower cost and at a higher volume than could be done by other companies with their complex, multistep processes. Since 2014, Enovix has been developing and refining methods to construct its battery, based on SunPower’s production techniques.
The Enovix battery uses a three-dimensional cell architecture in which the electrodes are etched into a silicon wafer and plated metal current collectors, which are much thinner than the foil used in conventional cells. By interlacing a cathode, an anode and a separator on the 1-millimeter-thick wafer, it significantly reduces wasted space. In our battery, a full 75 percent of the volume is dedicated to storing energy. This alone increases capacity by about 25 percent over conventional cells. Similarly, the weight goes down proportionally for a battery of a given capacity, although typically volume is the more critical constraint in mobile devices.
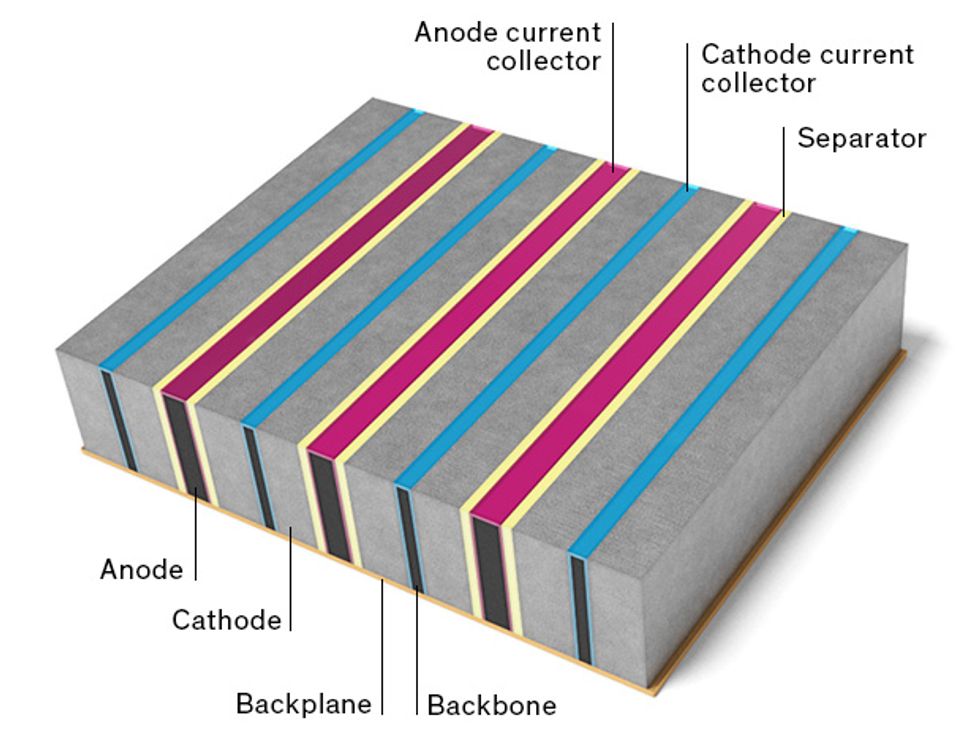 Densely Packed: The 3D cell architecture orients and interlaces a cathode, 100 percent silicon anode, and ceramic separator in a thin (1 millimeter) flat plane, which significantly improves energy density and safety.Illustration: Jean-Luc Fortier
Densely Packed: The 3D cell architecture orients and interlaces a cathode, 100 percent silicon anode, and ceramic separator in a thin (1 millimeter) flat plane, which significantly improves energy density and safety.Illustration: Jean-Luc Fortier
Our flat-cell architecture can take full advantage of a number of advances in electrode chemistry. To understand why that’s so, you need to know a little more about how a conventional Li-ion battery works, in particular about how the graphite anode absorbs lithium ions when the battery is charging and emits them back into the electrolyte when the battery is discharging. At the anode, one atom of lithium combines with six atoms of carbon in the graphite to form LiC6. This gives graphite a theoretical specific capacity of about 372 milliampere-hours per gram. Because the ratio of lithium to carbon atoms is 1:6, only modest swelling occurs.
Instead of graphite, we use silicon for the anode material. Silicon is attractive because it forms a Li22Si5 alloy. That very high ratio of lithium-to-silicon bonding allows silicon to store about 4,200 mAh/g, an extraordinary amount. But silicon’s increased absorption of lithium ions can cause it to swell by up to 400 percent.
Of course, any design that exploits the increased capacity of a silicon anode would have to match it on the other end by adding to the thickness of the cathode or using a better material. Commonly used cathodes such as lithium cobalt oxide (LCO), lithium nickel manganese cobalt oxide (NMC), and lithium nickel cobalt aluminum oxide (NCA) have usable capacities of 140 mAh/g, 170 mAh/g, and 185 mAh/g, respectively. Right now, we are using an NCA cathode, sized to match the capacity of the silicon anode. However, we can use any of the conventional Li-ion cathode materials, and that flexibility should allow us to meet the requirements of specific applications.
Although it’s possible to add silicon to the anodes of conventionally produced batteries, you can’t add too much. That’s because as silicon absorbs lithium and expands, it eventually pulls the anode apart from the metal-foil current collector. This explains why commercial Li-ion batteries have so far been limited to about a 5 to 10 percent silicon-to-graphite blend.
Enovix gets around this problem by making its silicon porous so that expansion pushes its tiny internal cavities together rather than swelling the entire anode. This feature maintains the structural integrity of the connection between the anode and its current collector during repeated charge-discharge cycles. This ability to control anode expansion is one of the key advantages of our system over the conventional Li-ion battery architecture that Sony pioneered.
Depending on size and thickness, our cells pack into a given volume from 1.5 to 3 times as much energy as conventional Li-ion cells do. Because our battery architecture makes it possible to exploit a wider variety of electrode materials, we expect to take advantage of ongoing research in materials, which so far has improved the performance of conventional batteries by roughly 5 percent per year. But because we can also exploit future efficiency gains within our structural design, we expect the energy density of our batteries to improve two to three times as fast as that of conventional batteries.
The other great advantage of our design is improved safety. How do we achieve that? For one thing, we use a better separator.
In a conventional Li-ion cell, the separator is typically made of a plastic or polymer material because it must be flexible enough to roll up. As a result, conventional separators are more likely to fail under high temperatures. Our flat design can accommodate a ceramic separator, which is far more tolerant of heat.
Also, our silicon anode’s ample capacity to absorb lithium without swelling makes it much less susceptible to lithium plating, even with a high charge current. Should an electrical short occur anyway, our use of many distributed electrodes—as opposed to long sheets—will limit the current that can flow between any individual anode/cathode pair, which greatly reduces the risk of thermal runaway.
 Fab production: Standard solar-cell fabrication equipment produces 3D silicon wafers at the Enovix pilot-production facility in Fremont, Calif.Photo: Enovix Corporation
Fab production: Standard solar-cell fabrication equipment produces 3D silicon wafers at the Enovix pilot-production facility in Fremont, Calif.Photo: Enovix Corporation
Our cathode design is safer, too. Typically, when cathode material hits a critical temperature (as can happen near a short), it spontaneously breaks down, releasing oxygen that can fuel a fire. This breakdown can proceed from cathode particle to cathode particle as the next particle hits the critical temperature, fueling a thermal runaway. Our architecture breaks the cathode up into hundreds or thousands of tiny segments separated by silicon, which conducts heat nearly as well as aluminum, making it hard for a runaway reaction to get started. By contrast, a conventional wound battery’s cathode is one long sheet, allowing runaway reactions to quickly spread through the device.
All these features, taken together, essentially eliminate the danger of explosion and fire.
We recently compared our prototype cell for a wearable device with a comparable commercial Li-ion cell by deliberately creating a precarious scenario. We overcharged a conventional 130-mAh Li-ion cell and our 100-mAh silicon Li-ion cell to 250 percent of capacity and simultaneously punctured the package of each (through the standard nail-penetration test). The conventional Li-ion cell burst into flames, but our silicon Li-ion cell did not.
To fabricate the Enovix battery, we begin with a wafer of silicon that’s 1 millimeter thick. This doesn’t have to be the chip-grade stuff—it can be the same low-cost material that is used to produce solar cells. To the wafer we apply a photolithographic mask and etch the required pattern with typical silicon etchants borrowed from the solar industry. Because the pattern can vary in shape—square, rectangular, round, oval, hexagonal—as well as in length and width, we have the ability to form a wide variety of cell designs. The silicon that’s left behind where the mask was placed forms the anodes and “backbones” of the interlaced cell structure.
Next, we selectively deposit a thin coat of metal film onto the anodes and backbones to form current collectors and then deposit a ceramic separator around the collector on the anodes. Because the anodes and backbones are not electrically connected on the wafer, we can selectively electroplate different coatings on each. To create the cathodes, we inject a conventional cathode slurry, filling the remaining voids in the wafer. Then a laser slices off one 1-mm thick die after another from the wafer, with the lateral dimensions of each die approximating the dimensions of the final battery. Positive and negative tabs are then attached to each die, which are baked to remove moisture, and stacked to form the desired height of the battery. The tabs are all connected to form a single positive and negative tab for the cell, and the resulting stacked cell is then pouched or inserted into a metal can, which is filled with electrolyte, sealed and tested.
The architecture, silicon wafer photolithography, and etching process we employ are comparable to what is used in three-dimensional MEMS. Hence, we dubbed our device the 3D Silicon Lithium-ion battery. We compared a prototype with a conventional Li-ion battery having the same form factor, one designed to fit in a smart watch (that battery was 18 by 27 by 4 mm). Our internal tests showed our battery to have much higher capacity and a corresponding increase in energy density—695 Wh/L as opposed to about 460 for the conventional cell.
Much of this manufacturing technology comes, of course, from the solar cell business. The progress in that field—fueled by immense R&D investment worldwide—at once explains the low cost of our manufacturing approach and the likelihood that it will continue to improve in efficiency and scale.
Consumers yearn for better and more powerful batteries for their mobile devices, as survey after survey attests. Most demanding of all are the wearable devices and microsensors that are being created for the Internet of Things. Such IoT devices have even less room in them for batteries than do tablets and smartphones.
This wouldn’t be the first time that photolithography and wafer production have suddenly revamped whole industries. It happened first when computers began to use integrated circuits. These fabrication techniques were also applied to lighting, which moved from fluorescent tubes to light-emitting diodes and to video displays, which went from cathode-ray tubes to liquid crystal displays.
We believe that the approach we’re pioneering will bring about a similar transformation in the market for lithium-ion batteries. The change will first appear in wearables, next in IoT and phones, and ultimately in electric vehicles and grid storage, as volumes scale up and manufacturing costs come down. This change has already occurred in the solar industry.
With safer, thinner, and higher-energy batteries, designers will have more flexibility to create breakthrough products. Expect mobile devices to get smaller, to last longer between charges, and to continue to deliver amazing new capabilities to enhance our lives.
This article was updated on 16 February 2018. It appears in the March 2018 print magazine as “Building a Safer, Denser Lithium-ion Battery.”
About the Authors
Ashok Lahiri, Nirav Shah, and Cameron Dales work at Enovix Corp., which is based in Fremont, Calif. Lahiri, the chief technology officer, cofounded the company in 2007.