The Conversation (0)

Photo: HelioVolt
Crystalline silicon dominates today’s photovoltaic (PV) industry, with panels being installed at high rates on rooftops and as solar farms. But the fast expansion of the silicon PV market has driven up the costs of materials in recent years, and manufacturing and installation procedures are inherently inefficient and expensive. Because of such limits, it’s been taken for granted in the industry that silicon will be but a passing phase and that wide adoption of solar electricity will depend on the development of thin-film PV materials, which are cheaper to make and apply.
Lately, it’s First Solar that has captured most of the headlines in second-generation PV, with a cadmium telluride thin film that the company says it can make for less than a dollar per watt. Because of First Solar’s breakthrough and other promising developments in both organic and inorganic PV materials, thin films could account for 31 percent of the solar market by 2013, double the 2008 share, according to the analysis firm iSuppli Corp., in El Segundo, Calif.
By comparison with silicon, for a given number of photons from the sun converted into electrons, thin films use only a hundredth the amount of PV material. Because such materials can be printed and rolled, they are particularly suitable for use in building-integrated applications, permitting the production and consumption of electricity on location, thereby saving on transmission and distribution costs.
Copper indium gallium selenide (CIGS), because of its somewhat higher efficiency and because CIGS variants can be tailored to applications, is an attractive alternative to CadTel: As most of the incident photons are absorbed in the top one or two micrometers of the material’s surface, three U.S. cents’ worth of CIGS could replace a dollar’s worth of silicon for an equivalent amount of electricity output. So far, however, CIGS has lacked a reliable and rapid manufacturing process that could scale effectively. This is where our start-up company, HelioVolt, comes in. Working in collaboration with researchers at the National Renewable Energy Laboratory in Golden, Colo., we have devised an innovative manufacturing process that we call FASST, for Field Assisted Simultaneous Synthesis and Transfer. This fall we have started to commercialize the process with a production line at our factory in Austin, Texas.
Relying on the use of precursor materials, FASST enables us to closely control the ratios of the four kinds of atoms that make up the grains of which CIGS consists. Once present in the right proportions, the constituent parts are heated rapidly to coalesce into high-quality, high-efficiency material, with little loss. In essence, FASST provides a way to make thin-film PV materials of high quality and efficiency, faster and more economically than competing processes.
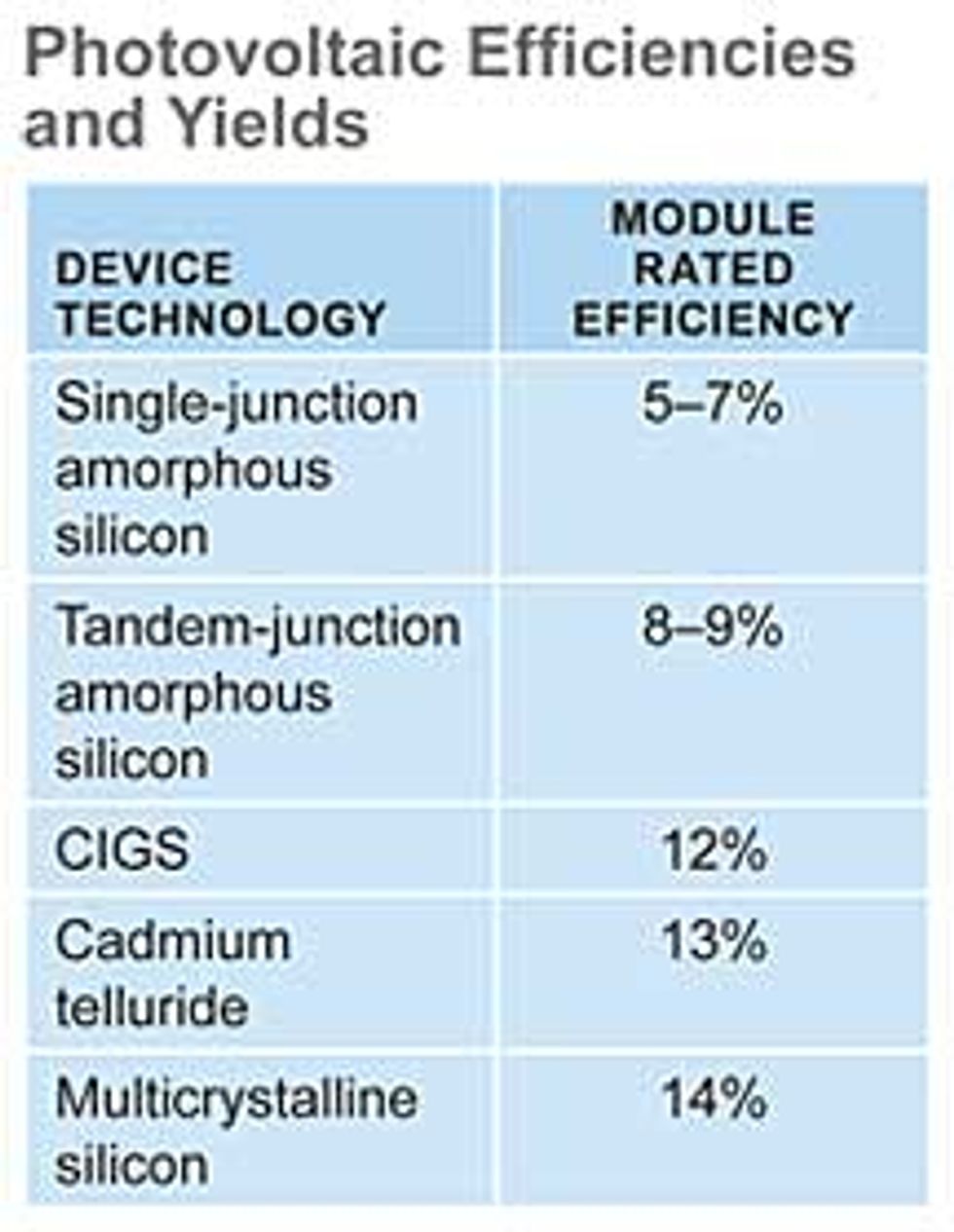
The high CIGS efficiencies achieved in production and laboratory modules provided the impetus for HelioVolt’s work. The efficiencies are comparable to those of single-crystal and multicrystalline silicon and about twice as high [see table, "Photovoltaic Efficiencies and Yields," left] as those of amorphous silicon and cadmium telluride, with the added bonus of higher energy harvest under low light (dawn and dusk) and diffuse light (cloudy day) conditions and in hot climates. Those high efficiencies are attributable, ultimately, to the fact that CIGS is what’s known as a direct-band-gap material, which translates to high optical absorption [see “Light From Silicon,” IEEE Spectrum, October 2005]. Thus, a single incoming photon can generate—without the help of a phonon associated with crystal vibration—a hole in the valence band, thereby producing a charge.
In practice, the highest-performance CIGS materials have relatively large grains, whose interiors consist of nanodiode networks having p-type and n-type nanodomains. Because electrons naturally gravitate to the n-type networks and holes gravitate to the p-type, positive and negative charges travel to the contacts along physically separate paths, reducing opportunities for premature recombination and improving efficiency.
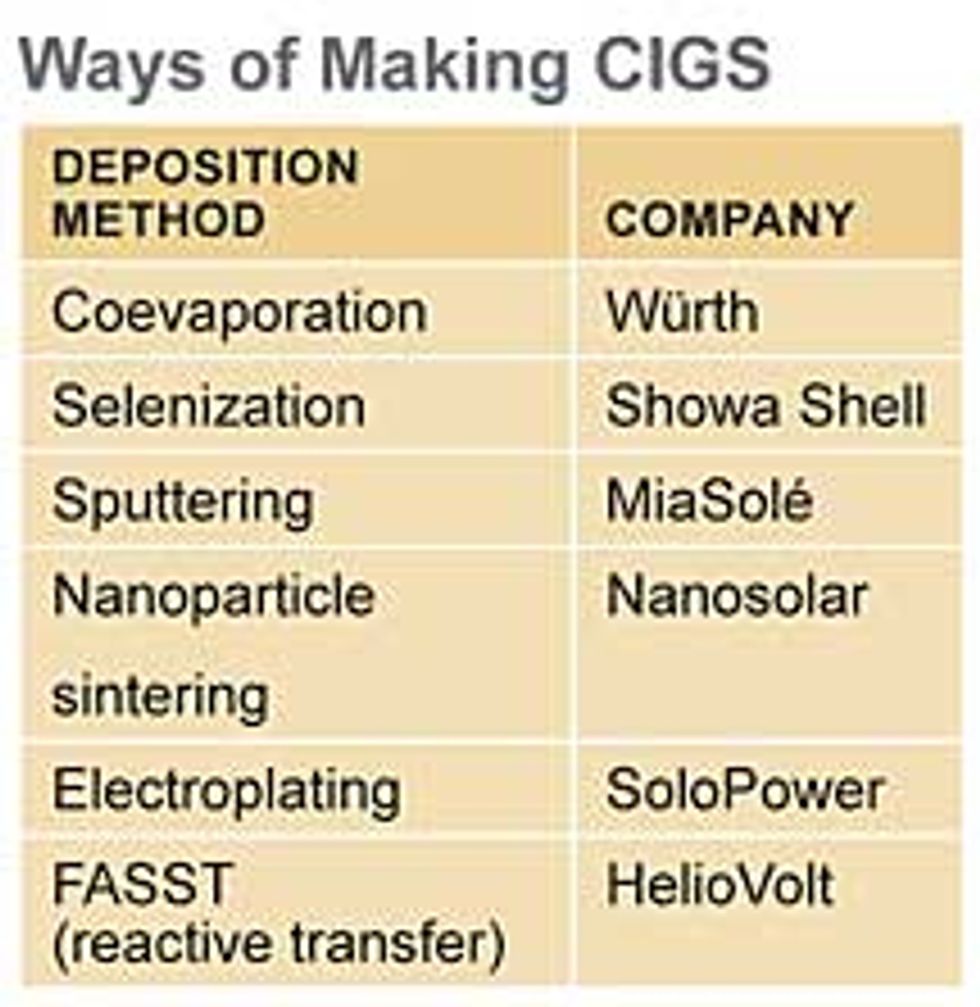
A large number of thin-film deposition methods [see table, "Ways of Making CIGS," left] have been used to form CIGS layers. Low-cost commercial manufacture depends on having a deposition method that delivers high throughput of high-efficiency large-area modules at high yield, with low-cost capital equipment and materials and minimal need for assembly, labor, real estate, and energy. Reproducible compositional uniformity over large areas, the key driver behind high-efficiency large-area modules, has been the most evasive target. The difficulty of achieving that consistency is the main reason why CIGS has not obtained a large PV market share, even after three decades of intense research and development.
In practice, all the world-record-setting thin-film CIGS devices of the last two decades have been made by means of high-temperature coevaporation, a technique practiced by researchers at the University of Stuttgart and employed in manufacturing by the German electronics company Würth Solar, in Schwäbisch Hall in collaboration with Germany’s Center for Solar Energy and Hydrogen Research, ZSW. In the coevaporation process, fluxes of the constituent elements of the material (the copper, the indium, and so on) are simultaneously deposited and reacted, forming the CIGS. While the general concept of a single-step process is attractive, that process takes hours, is hard to control, and along with the high temperature at which the substrate is held during the entire process—around 600 °C —has an adverse impact on costs and throughput.
Even more important, creating the CIGS film in a single step does not allow for low-cost deposition methods, such as printing, and limits the ability to control composition gradients both vertically and horizontally—across the film thickness and in-plane over large substrates—because the elements are free to diffuse for hours at high temperatures.
HelioVolt’s FASST process separates the deposition of constituent materials from their reaction to form the final CIGS material. Deposition is done controllably at low temperature, and the reaction occurs rapidly at high temperature. This way, the optimal gradient of atoms built across the film during deposition is maintained, as is in-plane uniformity during the rapid reaction.
FASST is a two-stage printing method that relies on a chemical reaction between two separate precursor films consisting of selenides such as gallium selenide and copper indium selenide to form CIGS [see animated diagram, "The FASST Process"]. One precursor is deposited on a substrate, which is the actual back plate of the final module, and the other precursor is deposited on a print plate that is reused after the film is released postreaction. Separating the CIGS constituents into the two precursors makes it possible to optimize the composition, structure, deposition method, and processing conditions for each. The precursors are deposited at a low substrate temperature where virtually no diffusion occurs.
In the second stage, these precursors are brought into contact and rapidly reacted under pressure in the presence of an applied electrostatic field. Pulse-heating the film through the print plate reduces heat requirements compared to those of continuous heating and makes it possible to use low-cost, less thermally stable substrate materials, such as organic sheets.
The electrical bias achieved by applying an electrostatic field between the print plate and substrate creates an attractive force that serves to insure intimate contact between the precursor films on an atomic scale and can thus be used in conjunction with mechanical pressure to control the total pressure in the reaction zone.
Using the FASST process, HelioVolt is able to synthesize CIGS in only 5 minutes from the two precursors, compared with roughly 10 to 15 minutes in the Würth coevaporation process described above. As we gather experience, we expect the FASST reaction time to decrease even further—to seconds.
Our reactive transfer process produces CIGS film with large columnar grains [see micrograph below] and a crystal structure like that of chalcopyrite, a mineral often found in copper deposits, sometimes in conjunction with quartz. The orientation of the crystal faces facilitates junction formation and improves solar cell performance. The high quality CIGS crystals allowed us to produce cells with 14 percent efficiency, high uniformity, and good repeatability.
 In this micrograph of CIGS produced by means of FASST, high-quality large CIGS grains are seen on Molybdenum, the back contact material.Image: HelioVolt
In this micrograph of CIGS produced by means of FASST, high-quality large CIGS grains are seen on Molybdenum, the back contact material.Image: HelioVolt
Tailoring the two precursors independently allows for the use of unconventional, nonvacuum deposition techniques—techniques that work at atmospheric pressure—such as die extrusion coating, ultrasonic or pneumatic atomization spraying, inkjet printing, direct writing, and screen printing. Such atmospheric deposition tools offer great flexibility and open up entirely new windows for materials processing.
While the capital equipment used in the atmospheric systems is less costly than that in corresponding vapor deposition systems, the raw material costs tend to be higher. At present, therefore, the choice between the two approaches is governed more by differences in the end product than by differences in manufacturing costs. However, the cost of making the inklike precursors needed in our approach is expected to decrease, and our process benefits from using virtually 100 percent of the material inputs, compared with about 60 percent in conventional vacuum deposition processes.
HelioVolt started scaling up its PV technology from cells to modules by first creating a 30- by 30-centimeter platform for modules. On that platform, modules with 12 percent efficiency have been produced, as verified independently by the National Renewable Energy Laboratory. NREL is recognized worldwide as the authoritative tester of PV efficiency claims.
HelioVolt further scaled up its PV technology to the 60- by 120-cm platform used in its first product. A production line capable of producing 20 megawatts of PV modules per year has begun running in HelioVolt’s first factory, in Austin, next door to the Texas Clean Energy Park.
The compatibility of the FASST process with a variety of rigid and flexible substrates means that, depending on market needs and demands, a wide variety of products can be produced, from traditional glass modules to construction materials that incorporate thin-film photovoltaics. Aesthetically, the matte, solid dark gray appearance of CIGS modules is preferred in building-integrated applications to the shiny nonuniform contrasting shades of blue in crystalline silicon modules. CIGS can offer the appearance of tinted glass on the sides of buildings or that of slate on rooftops.
 Economizing on Real Estate: CIGS materials are well suited for incorporation into building components such as sunshades.Image: HelioVolt
Economizing on Real Estate: CIGS materials are well suited for incorporation into building components such as sunshades.Image: HelioVolt
Thin-film building-integrated photovoltaics open the prospect of a future in which communities and buildings will be powered by a solar skin. In effect, a building’s shell will be its the power plant. Already, companies like HelioVolt are developing entirely new ways of incorporating solar power into everyday lives. Solar skins will become pervasive not only in roofing, curtain walls, and facades but also in sunshades [see photo, "Economizing on Real Estate," above] skylights, atriums, canopies, and pergolas. To serve such applications, photovoltaic materials will come in a variety of forms, shapes, colors, and transparencies and will incorporate dynamic behavior and innovations in lighting, heating, and cooling. Thus, the foundation is being laid for new enterprises operating at the intersection of the multitrillion-dollar construction and power-generation industries.
About the Author
Louay Eldada is chief technology officer at HelioVolt Corp., in Austin, Texas.


