
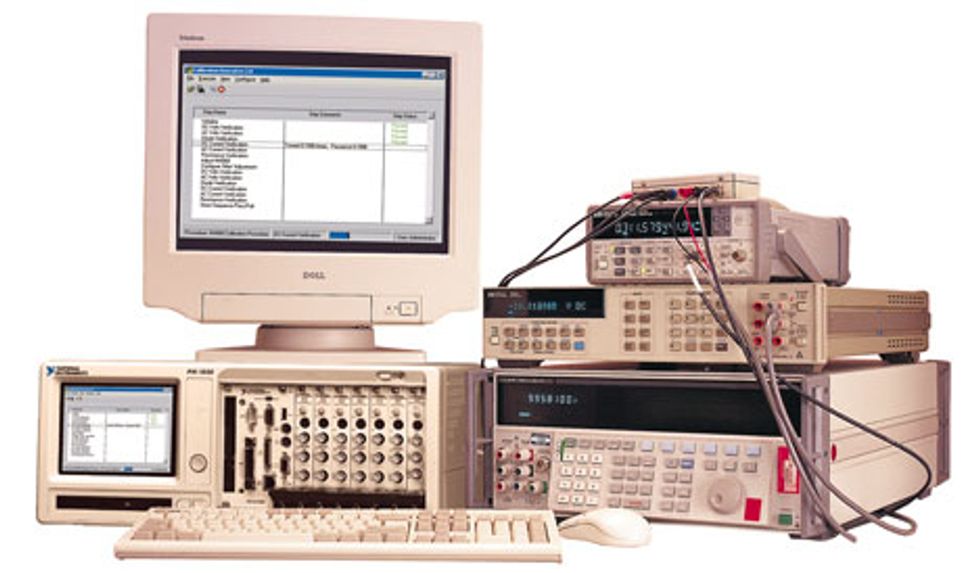
 (1) Computer-based instruments can be individual cards within a computer or external boxes like these that connect to a PC or act as a PC themselves with the addition of a monitor, keyboard, and mouse. Regardless of how they are connected to a PC, these instruments require periodic calibration to verify that they are operating within the manufacturer's published specifications. If they are not, their measurement circuitry is adjusted until they do.
(1) Computer-based instruments can be individual cards within a computer or external boxes like these that connect to a PC or act as a PC themselves with the addition of a monitor, keyboard, and mouse. Regardless of how they are connected to a PC, these instruments require periodic calibration to verify that they are operating within the manufacturer's published specifications. If they are not, their measurement circuitry is adjusted until they do.
"But we all know we should calibrate regularly," is probably your first thought after reading the title of this article. But how often do engineers and technicians actually do it? Not as often as good practice demands, unfortunately. Across many industries, engineers have stories of devices that failed because they were designed or built or tested with the aid of instruments that were not calibrated at all or were not calibrated often enough, or were calibrated incorrectly. Here's just one anecdote.
The popularity of computer-based measurement devices is boosted by the tremendous flexibility they offer users and designers of measurement systems. This feature puts the user in charge of defining their design and subsequent operation, making it possible to tailor a measurement system to a specific need.
With any measurement system, cost is a concern. The outlay needed to develop a computer-based measurement device is quite a small fraction of the purchase price of a standalone bench-top instrument. Hardware costs are low, software is reusable, and a single measurement device can often be designed to take the place of multiple standalone instruments.
Computer-based measurement devices benefit from improvements developed purely for computers, including open communication standards, Web servers, and a simple interface between the instrument and common desktop applications such as spreadsheets and word processors. Not to be overlooked is the fact that computers continually improve in performance yet decrease in price, enabling computer-based measurement devices also to improve constantly in performance without a rise in price.
At our company's latest annual users' meeting, a sales colleague recounted a glitch in a recent transaction. A company had chosen to replace some standalone instrumentation with computer-based measurement equipment. The engineer at this company wanted to ensure the new devices would deliver the same accurate measurements as the existing equipment. In true engineering fashion, he therefore designed and ran some tests on both installations. The results were not even close, he reported.
So our dismayed sales colleague decided to visit the engineer and help troubleshoot the problem. After some intense testing, the two discovered that the computer-based measurement data was correct and that the engineer had been working with misleading data from the standalone instrumentation for quite some time. The quality of the instrumentation itself was not an issue, but it had been quite a long time since its last calibration. Needless to say, the transaction worked out well. But what of the measurements made before the discovery and the products they influenced?
The story serves as potent reminder about the importance of calibration and the potential consequences of neglecting it. Periodic calibration is at the heart of measurement accuracy for all instruments--whether they be standalone or part of a computer-controlled system [Fig. 1]. This is especially important today when computer-based measurement devices are proliferating into vast industries and applications [See "PCs enhance instrument development,"].
Why calibrate?
The short answer is: as a prerequisite for making accurate measurements. Which, in turn, requires accurate measurement circuitry as well as proper measurement technique. Most measurement devices provide information on this point in the form of accuracy specification tables [Table 1].

These tables help users determine the overall uncertainty of their measurements. But they apply only to properly calibrated equipment. So, they must be used to verify the operation of the equipment before and after adjustments are made to the measurement circuitry.
The ability to accurately measure a physical quantity changes with a variety of factors. Time in service, temperature, humidity, environmental exposure, and abuse can all affect measurement accuracy. Calibration quantifies measurement uncertainty by comparing user measurements to a known standard so as to verify that the measurement device is operating within stated specifications. If the device's measurements exceed the published uncertainty, then the product's measurement circuitry is adjusted until there is agreement with the published specification.
The calibration needs of traditional instruments apply to computer-based measurement devices. Users should select computer-based measurement devices that provide tools to perform both an internal calibration (also known as auto-calibration) and an external calibration.
Internal calibration
Chances are, if you have used an instrument such as an oscilloscope, then you have performed an internal calibration. In fact, most modern oscilloscopes perform an internal calibration every time the vertical range setting is changed.
Basically, the instrument measures an accurate on-board voltage source, compares its reading to the known value of the source, calculates a correction factor, and stores that factor in the instrument's calibration EEPROM. The reference source is calibrated against a standard traceable to the National Institute of Standards and Technology (NIST), Gaithersburg, Md.
The main purpose of an internal calibration is to eliminate the effects of changes in the operating environment that may affect measurements--temperature variantions, for example. In the case of computer-based measurement devices, internal calibration is initiated by a software function call that calibrates the measurement circuitry. Software control of the procedure reduces test times since measurements can be made instantly, without waiting for internal calibration to occur whenever the vertical range is adjusted.
Environment counts
Computer-based measurement devices are housed in a wide variety of computing environments--a desktop computer, say, or PXI/CompactPCI chassis, or VXI/VME chassis. So, designers should keep in mind that such devices must withstand electromagnetic interference (EMI) and voltage supply variations and operate under a wide temperature range. (In fact, similar design challenges are faced by traditional instruments, with their increasing integration with the personal computer.)
The most basic schemes to protect against EMI include separate ground planes for digital and analog signals, localized filtering of power signals, and shielding of sensitive components. To compensate for voltage supply variations, dc-dc converters boost the power-supply level, voltage regulators control on-board power-supply levels, and bulk capacitors stiffen these on-board power supplies. Compensation for temperature variations in the operating environment is accomplished through the use of on-board temperature sensors and internal calibration.
Many users wonder if a computer-based measurement device can be moved from one computer to another without affecting the calibration. The answer is yes--if the device is designed with the criteria mentioned above, so that the calibration remains valid.
Computer-based measurement devices, like traditional instruments, are typically calibrated in a metrology laboratory. The operating temperature of this lab will likely differ from the manufacturing floor or design laboratory. Moving your computer-based measurement device to a new computer is similar to moving your traditional oscilloscope from one environment to another. The calibration remains intact because the instrument was designed to withstand changing environments.
When selecting measurement devices, ensure that they support internal calibration. For ease of use, the process of internal calibration should be "hands free." That is, the process should not require physical adjustment of potentiometers or jumpers on the device. For example, a National Instruments 12-bit data acquisition product performs an internal calibration of all measurement ranges in approximately 10-20 seconds without user intervention.
Users should perform internal calibrations on their measurement devices after initial installation and at whatever interval the manufacturer specifies thereafter. Without internal calibration, users cannot be sure that the measurements they are making meet the specifications of the device.
External calibration, an annual rite
After a period of time, typically a year, the on-board voltage source, used to perform internal calibration, needs to be calibrated to a known standard. External calibration is the term for the process of calibrating this on-board voltage source.
External calibration requires the use of high-precision external standards and is typically reserved for metrology laboratories or other facilities that maintain traceable standards. External calibration uses these external standards in adjusting the on-board calibration constants. But the procedure, like internal calibration, should not require the adjustment of potentiometers or the movement of jumpers.
Once an external calibration is complete, the new calibration constants are stored in a protected area of the instrument's memory, inaccessible to the user, in order to protect against accidental tampering. As with any instrument, the manufacturer must provide the appropriate procedure and calibration software required to perform an external calibration on a computer-based measurement device.
Manual versus automated
The needs of engineers calibrating computer-based measurement devices are diverse, so both automated and manual systems exist. Automated systems offer an attractive solution, being fast, requiring no human interaction, and providing detailed calibration records that can be used to meet guidelines such as ISO 9000. Manual calibration procedures provide in-depth information for the user who wants to embed calibration functionality directly into a measurement system. It also eliminates the need to move the computer-based measurement device back to a metrology laboratory for calibration.
Manual calibration procedures contain detailed instructions on how to perform an external calibration on the instrument. These procedures are often available for sale as part of a device's maintenance manual or available for download from the manufacturer's Web site.
The drawback to manual procedures is that they are time-consuming and prone to human error. The problem is not so much the adjustment of the instrument, but rather the lengthy (and boring) measurement verification process. In order to meet calibration guidelines, the instrument's performance must often be verified not just after but before calibration, to determine if the instrument is operating within specifications prior to and after calibration. For example, to perform an external calibration on a National Instruments E Series data acquisition device, three measurements must be made at each gain, range, and polarity, possibly generating hundreds of measurements.
Products such as Fluke Corp.'s MET/CAL, and National Instruments' Calibration Executive, automate this process for metrology labs, significantly reducing the time required for an external calibration [Fig. 2]. Communicating with external standards over the General Purpose Instrument Bus (GPIB), the calibration software sets and reads external voltage values from the instruments. These values are then used to verify and adjust the instrument. The instrument specifications are automatically read from configuration files and a detailed calibration report is generated at the end of the procedure.
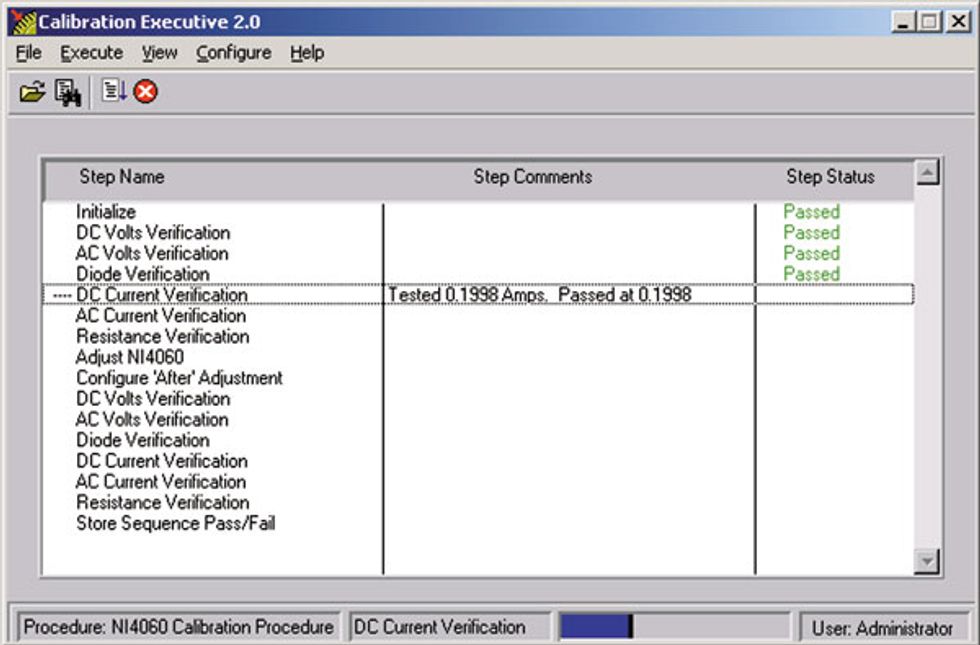 (2) The time required to perform an external calibration is significantly reduced by automated calibration procedures of the kind provided by National Instruments' Calibration Executive. The software sets and reads external voltage values from the instruments, then uses the values to verify and calibrate the instruments, finally producing a detailed calibration report.
(2) The time required to perform an external calibration is significantly reduced by automated calibration procedures of the kind provided by National Instruments' Calibration Executive. The software sets and reads external voltage values from the instruments, then uses the values to verify and calibrate the instruments, finally producing a detailed calibration report.
With the use of automated calibration software, several measurement devices can be calibrated in the time required to manually calibrate just one traditional instrument. This is especially true for devices containing no jumpers or potentiometers. These tools are designed to meet the stringent calibration requirements of metrology laboratories. As a testament to the benefits of automated calibration, a metrology laboratory working with National Instruments was able to reduce the time required to calibrate signal-conditioning equipment from 5 hours to 1 1/2 hours, just by automating the process.
The value of service companies
For larger companies with onsite metrology labs, manual procedures and calibration software products are available. For companies that do not maintain metrology labs, data acquisition and instrument companies typically develop relationships with service companies around the world to provide metrology services.
Two types of external calibration certificates are usually available. One, a Basic Calibration Certificate, is provided by the instrument manufacturer and generated when the product is manufactured. This type of certificate provides traceability to NIST or a local standards institute, as well as information about the environmental conditions that existed during calibration.
A certified metrology laboratory, however, usually provides a Detailed Calibration Certificate, containing the same information as the basic certificate, plus complete before and after data for each measurement performed. In addition, detailed calibration certificates should meet specific guidelines such as ANSI-Z540-1, primarily used by the United States, or the more generally accepted ISO Guide 25. These guidelines ensure that the calibrations are performed in a consistent manner, and most companies with ISO 9000 certification require calibrations that meet these guidelines.
Hands free, but not hands off
In sum, computer-based measurement devices, like traditional instruments, require periodic internal and external calibration to ensure their adherence to their stated (and expected) accuracy specifications. A properly designed, computer-based measurement device should offer tools and services that enable users to perform hands-free internal calibration, as well as hands-free external calibration by metrologists.
Spectrum editor: Elizabeth A. Bretz
About the Authors
Ed Kruft is the computer-based instruments manager within the Measurements Group of National Instruments Corp., in Austin, Texas.
Paul Packebush is a calibration engineer with National Instruments, working with R&D teams to ensure all products meet calibration and performance standards.
To Probe Further
For additional information on calibration, visit the National Instruments calibration Web site at https://www.ni.com/calibration. For specific information on design techniques, a white paper titled "Making Accurate Measurements with PC-based Data Acquisition Hardware" is available on the Web site.
Other good reference materials include:
- U.S. Guide to the Expression of Uncertainty in Measurement, a publication of the National Conference of Standards Laboratories (NCSL), Boulder, Colo., 1997.
- "Virtual Instruments in Metrology," a paper given by Paul Packebush, NCSL International 2000 Conference Proceedings, available on the Web at https://www.ncslinternational.org.
- "Instrument Architects Ponder PC's Proper Place," by Dan Strassberg in Engineering Design News, 20 January 2000, Vol. 45, p. 101.